
Các lỗi thường gặp khi mạ kẽm nhúng nóng sắt thép là vấn đề mà nhiều kỹ sư, nhà thầu và chủ đầu tư quan tâm, đặc biệt khi muốn bảo vệ kết cấu thép khỏi ăn mòn, gỉ sét và kéo dài tuổi thọ công trình. Kim Khí Vina chia sẻ những thông tin chi tiết về các lỗi phổ biến, nguyên nhân và giải pháp xử lý hiệu quả, giúp đảm bảo lớp kẽm bền vững, đều màu và đạt tiêu chuẩn kỹ thuật.
Trong bài viết này, bạn sẽ tìm hiểu về quy trình mạ kẽm nhúng nóng, các lỗi thường xảy ra như bong tróc, chảy xệ, rỗ bề mặt, hiện tượng trắng hóa.

Sơ lược về lỗi thường gặp khi mạ kẽm nhúng nóng sắt thép và hậu quả của chúng
Mạ kẽm nhúng nóng là giải pháp bảo vệ sắt thép phổ biến trong xây dựng, công nghiệp và hạ tầng giao thông. Tuy nhiên, trong quá trình thi công, nhiều lỗi thường gặp khiến lớp mạ không đạt yêu cầu, ảnh hưởng đến tuổi thọ và thẩm mỹ. Satthepgiatot.vn tổng hợp chi tiết các lỗi thường gặp khi mạ kẽm nhúng nóng sắt thép, từ bong tróc, chảy xệ, đến rỗ và trắng hóa bề mặt, kèm theo giải pháp xử lý chuẩn kỹ thuật.
Ví dụ, nghiên cứu của Viện Khoa Học Vật Liệu Việt Nam năm 2024 cho thấy khoảng 15% các cấu kiện thép mạ kẽm nhúng nóng gặp hiện tượng bong tróc do vệ sinh bề mặt chưa sạch trước khi nhúng. Tình trạng này dẫn đến giảm hiệu quả chống ăn mòn và tăng chi phí bảo dưỡng trong vòng 2–3 năm đầu sử dụng.
5 lỗi thường mắc phải khi mạ kẽm nhúng nóng sắt thép và phụ kiện
Bong tróc lớp kẽm
- Nguyên nhân: Bề mặt thép có dầu mỡ, gỉ sét, hoặc lớp mạ quá dày, nhúng trong bể kẽm không đều.
- Giải pháp: Vệ sinh thép bằng dung dịch kiềm, phun bi hoặc mài cơ học trước khi nhúng. Kiểm soát thời gian nhúng và nhiệt độ bể kẽm ở 450–460 độ C để lớp mạ bám chắc, không bị tróc.

Chảy xệ kẽm
- Hiện tượng: Lớp mạ bị chảy thành vệt, tạo bề mặt gồ ghề, mất thẩm mỹ.
- Nguyên nhân: Thép có độ dày khác nhau, nhúng bể quá lâu, nhiệt độ bể kẽm quá cao.
- Giải pháp: Điều chỉnh thời gian nhúng theo khối lượng thép, sử dụng dụng cụ treo chống chảy xệ, kiểm soát nhiệt độ bể chuẩn 450–460 độ C.
Rỗ bề mặt
- Hiện tượng: Xuất hiện lỗ nhỏ li ti trên lớp kẽm.
- Nguyên nhân: Khí ẩm bám trên bề mặt, thép chưa được tẩy gỉ hoàn toàn.
- Giải pháp: Sấy khô thép trước khi nhúng, kiểm tra độ ẩm, tẩy gỉ kỹ càng bằng axit và làm sạch dầu mỡ.
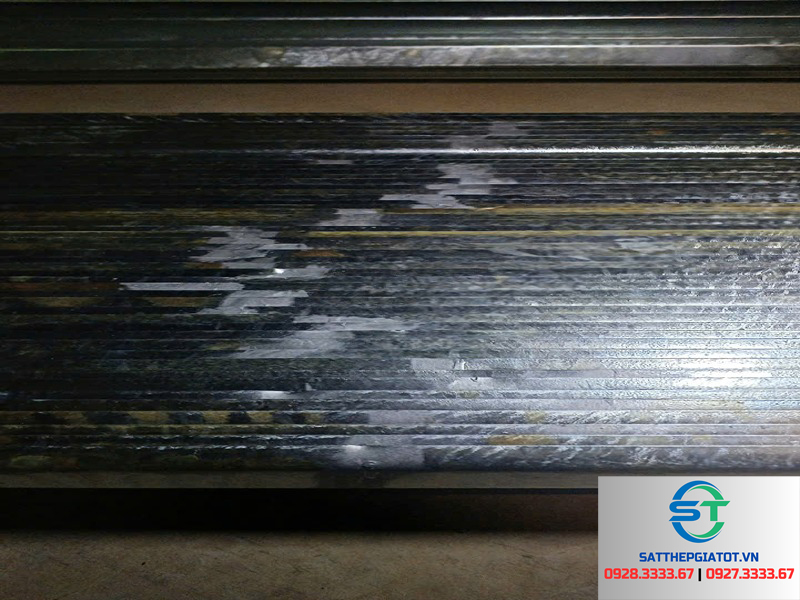
Hiện tượng trắng xoá
- Hiện tượng: Lớp kẽm bị trắng đục, mất bóng sáng.
- Nguyên nhân: Lớp mạ tiếp xúc lâu với không khí ẩm hoặc hóa chất kiềm sau khi nhúng.
- Giải pháp: Bảo quản thép trong môi trường khô ráo, sử dụng sơn bảo vệ bổ sung nếu cần, hoặc phủ lớp mỡ chống oxy hóa tạm thời.

Không đều màu kẽm
- Nguyên nhân: Nhiệt độ bể kẽm dao động, tốc độ nhúng không đồng đều, hoặc bề mặt thép không sạch.
- Giải pháp: Kiểm soát nghiêm ngặt nhiệt độ và vệ sinh bề mặt, nhúng đồng đều, sử dụng thiết bị đo độ dày lớp mạ.
Ví dụ thực tế về việc xử lý lỗi khi mạ kẽm nhúng nóng
Một công trình cầu thép tại Hải Phòng, nhúng nóng 120 tấn thép dầm I và U vào tháng 6 năm 2025. Ban đầu, lớp mạ bị chảy xệ ở các đầu dầm do nhúng lâu và thép không đồng đều. Sau khi áp dụng đúng giải pháp vệ sinh, treo chống chảy, nhiệt độ bể kiểm soát 455 độ C, tất cả dầm đạt lớp mạ đồng đều và bền vững, bảo hành trên 20 năm.
Tham khảo: Giá mạ kẽm nhúng nóng sắt thép và phụ kiện cập nhật mới nhất tại xưởng
Kim Khí Vina chuyên gia xử lý các lỗi khi mạ kẽm nhúng nóng sắt thép
Hãy liên hệ ngay Satthepgiatot.vn hoặc Kim Khí Vina để được tư vấn chi tiết về quy trình mạ kẽm nhúng nóng, cách xử lý các lỗi thường gặp và đặt mua thép mạ kẽm chất lượng cao. Việc đầu tư vào giải pháp đúng đắn không chỉ bảo vệ kết cấu thép mà còn giúp tiết kiệm chi phí dài hạn và nâng cao hiệu quả công trình.

